欢迎访问山西斯凯瑞机电设备有限公司!
服务热线
13700312666
短信码登录
密码登录
获取短信验证码
服务热线
13700312666
获取短信验证码
2024-04-19
摘 要:通过周期性检测,掌握设备运行状态,积累设备运行状态数据,在设备状态发生变化时可以为设备诊断分析提供基础数据,大大提高故障诊断准确率,保障设备可靠性运行,避免设备的突发事故。
关键词:棒材轧机;周期测试;轴承;故障诊断
0 引言
轧机是棒材生产线中重要的组成部件,轧机的安全运行直接影响到棒材线的运行状况。所以对于轧机的状态监测十分重要,轧机主要有齿轮、轴承等关键部件,其中轴承故障占轧机故障的60%左右。对于轧机而言,轴承的运行状况直接影响轧机的安全可靠运行。轴承故障又可以分为轴承内圈故障、外圈故障、滚动体故障和保持架故障,其中轴承内、外圈故障一般都有一段时间的发展过程,保持架的故障由于能量小、频率低,初期很难监测到,但保持架的损坏发展速度很快,一旦保持架出现故障,多数情况下会造成轴承抱死,严重影响设备的安全运行,所以对于保持架的故障监测尤为重要。
1 棒材轧机的结构特点与参数
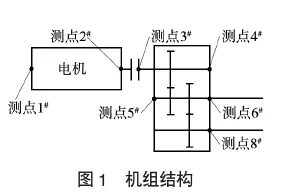
棒材线轧机采用的是平—立交替串列式轧机,其中1#~6# 为粗轧,7#~12#架轧机为中轧机,13#~16#轧机为精轧机,马钢棒材14#架于2021年1月份改造完成,轧机改为卧式、立式两台机组,根据生产需要,分别使用卧式轧机或立式轧机。14#架卧式 轧机传动结构与参数见图1、表1。

2 故障诊断分析
2.1 对振动数据进行分析
该轧机于1月份刚改造完成,电机、减速箱都更换为新设备,对于14#架卧式轧机初始测试振动较小,在3月份、4月份周期测试中,减速箱振动速度有效值基本维持在1mm/s左右,运行基本正常,因现场定修结束,为了解设备检修后状态,对检修后各架轧机进行振动测试,通过测试数据对比分析,发现此次14#架卧式轧机振动存在明显上 升(表2)。

2.2 对振动频谱波形进行分析
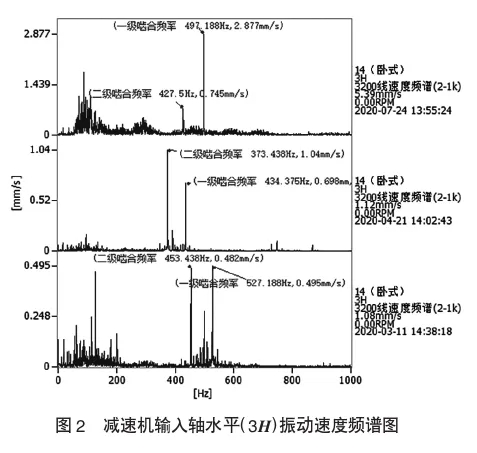
对各测点数据进行分析,振动主要能量为497.188Hz和427.5Hz(图2),根据提供数据计算,497.188Hz为一级齿轮啮合能量,427.5Hz为二级齿轮啮合能量,对比以往周期测试数据可以看出:①一级齿轮啮合能量明显增大,二级齿轮啮合能量略有变大;②速度频谱中低频段能量谱线丰富,存在规律性等间隔的特征频率。
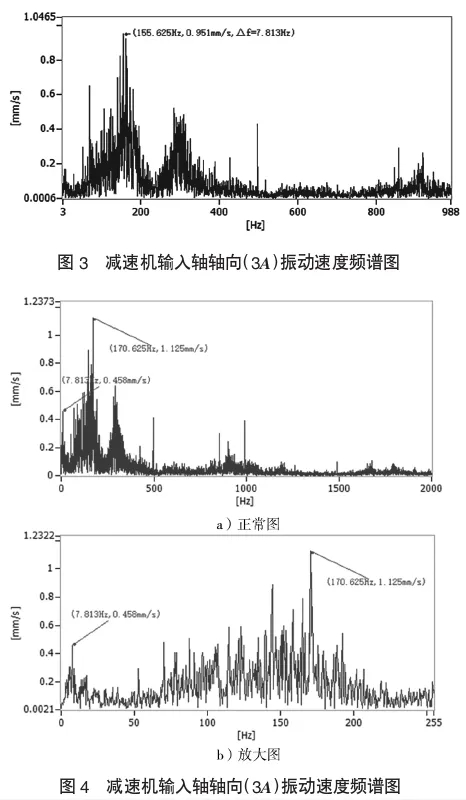
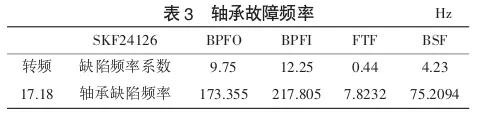
对输入轴轴向振动速度频谱进行分析,可以看到在低频段有一段等间隔的频率,间隔频率为7.813Hz(图3)。在另一段输 入轴轴向振动速度频谱中,低频段频谱中存在明显的7.813Hz 频率且有2倍、3倍谐波能量(图4)。
根据提供的参数,计算出输入轴轴承的频率(表3):频率 7.813Hz接近轴承保持架频率,170.625Hz接近轴承外圈故障频率,判断输入轴轴承存保持架和外圈存在缺陷,考虑到轴承保持架发展迅速,所以建议现场尽快安排检修,更换减速机轴承。
3 检修验证
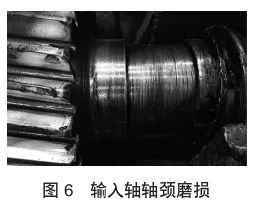
现场根据诊断结果,立即安排检修,在7月25日对设备进行解体检修,打开发现输入轴轴承严重损坏,轴承保持架和外圈都存在碎裂,输入轴轴颈磨损严重(图5、图6)。

4 总结
4.1 原因分析
轴承保持架破损原因一般有以下6种:
(1)轴承润滑不足。润滑油缺失或加油不到位(循环油的流量小或管道堵塞等);润滑油或脂干掉,没有及时添加(维护保养),润滑油或脂用的标号不对。
(2)轴承的冲击负载。冲击负载中激烈的振动产生滚动体对保持架的撞击。
(3)轴承的清洁度。轴承在轴承箱内密封不好,有粉尘进入,滚动体与保持架的磨擦,从而使保持架损坏。
(4)在轴承保持架选材时错误。各种保持架材料有一定的耐温性和转速的要求,选材不合适也是保持架损坏的原因。
(5)安装问题。轴承安装不正确,在安装时就损伤保持架。
(6)其他原因,如:联轴器不对中产生轴承歪斜,受力不均;皮带安装过紧;环境问题等,都有可能损坏轴承或保持架。
4.2 总结
通过这次全过程的测试检修发现:
(1)保持架的故障缺陷能量不大,在轧机设备里由于信号成分多且复杂,分析难度大。在分析数据时,需要对测试信号仔细甄别,同时注意与历史数据进行对比分析,对于突然出现的能量频率,需要特别关注。
(2)保持架的故障缺陷劣化速度很快,因为保持架在轴承部件中不属于受力部件,一旦出现损伤则损坏过程很快,极易造成严重的设备事故,对此类故障需要重点关注。
来源:轧机轴承
(版权归原作者或机构所有)
山西斯凯瑞机电设备有限公司
联系人:刘志涛
电话:13700312666
传真:0351-5612091
地址:太原市小店区太榆路588号19号楼7号室
邮箱:fagskr@163.com

手机官网
Copyright © 2020 版权所有 山西斯凯瑞机电设备有限公司